中国冶金装备智能制造联盟
棒线生产堆钢事故处理分析汇总
声明:本号对转载、分享、陈述、观点保持中立,目的仅在于传递更多信息。版权归原来源、原作者。如有版权方面不当之处,欢迎及时联系告知我们,本号将尽快处理
文章分类:
行业新闻
|
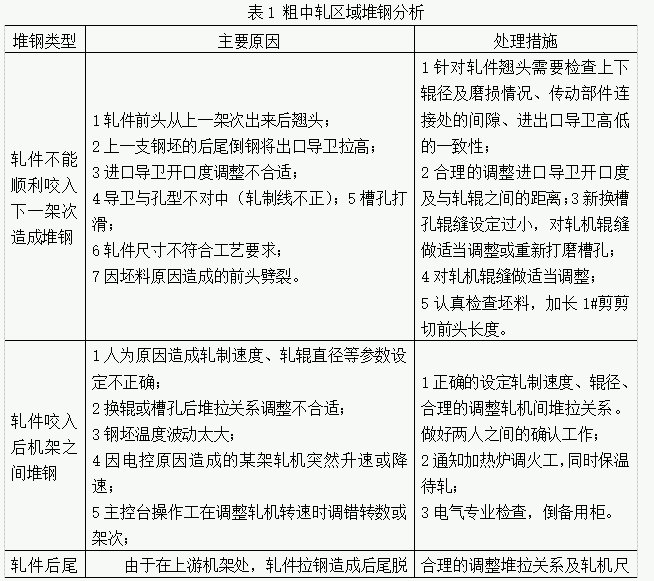
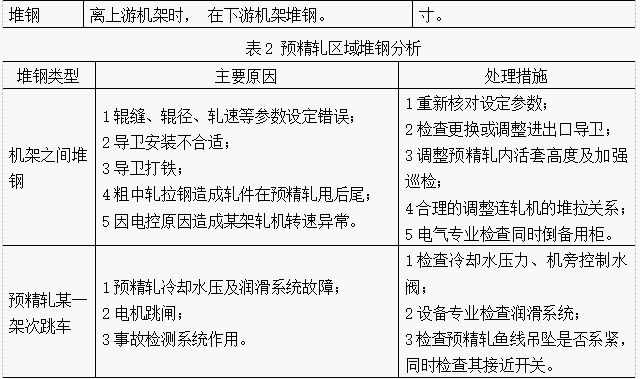
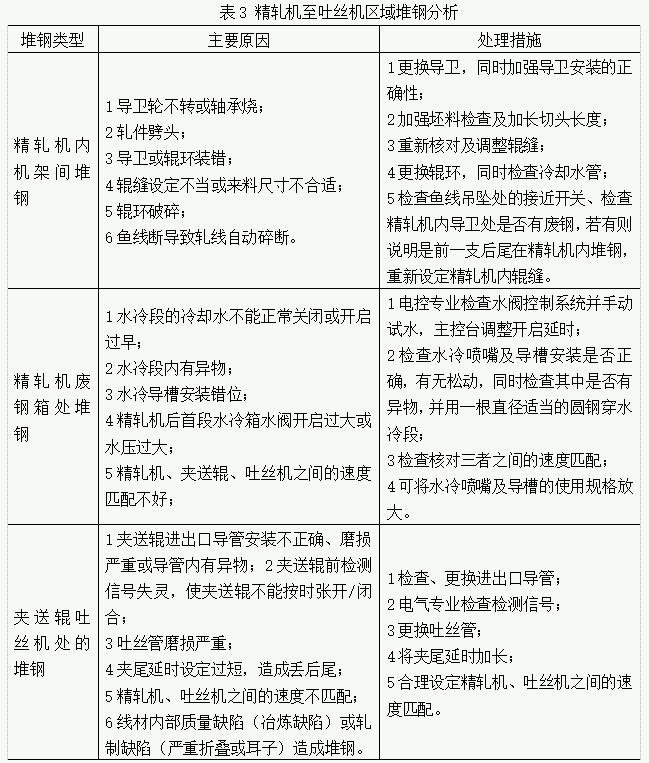
棒线生产堆钢事故处理分析汇总
声明:本号对转载、分享、陈述、观点保持中立,目的仅在于传递更多信息。版权归原来源、原作者。如有版权方面不当之处,欢迎及时联系告知我们,本号将尽快处理
文章分类:
行业新闻
|